銲接(英語:Welding),部分銲接法可寫作焊接或稱熔接、鎔接,是一種以加熱或加壓方式接合金屬或其他熱塑性塑料的工藝及技術。銲接透過下列三種途徑達成接合的目的:
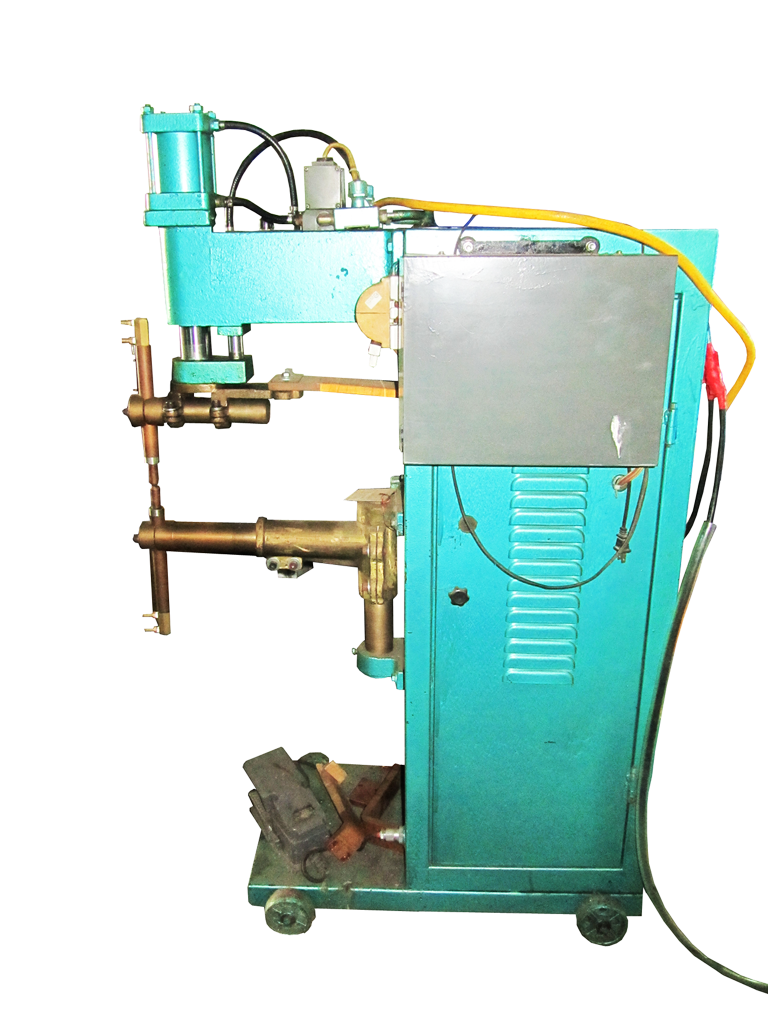
依具體的焊接工藝,焊接可細分為氣焊、電阻焊、電弧焊、感應焊接及雷射焊接等其他特殊焊接。
焊接的能量來源有很多種,包括氣體焰、電弧、雷射、電子束、摩擦和超聲波等。除了在工廠中使用外,焊接還可以在多種環境下進行,如野外、水下和太空。無論在何處,焊接都可能給操作者帶來危險,所以在進行焊接時必須採取適當的防護措施。焊接給人體可能造成的傷害包括燒傷、觸電、視力損害、吸入有毒氣體、紫外線照射過度等。